
Electric Resistance Weld Tubes
ERW STEEL TUBES
The manufacture of tubes by the Electric Resistance Weld (ERW) process entails the cold bending of steel strip into tubular shape and welding of the edges together electrically under pressure. Since the forming in done at ambient temperature, a very close control on dimensions and surface finish of the tube is possible. The Electric Resistance Weld process of tube making has been used in India for several years, but mainly for manufacture of commercial quality pipes. Stelco International manufactures ERW tubes for use in high temperature and pressure conditions as well as precision and general engineering applications. Stelco International’s ERW tubes offer many advantages such as tight tolerance on diameter and thickness, exceptional concentricity and a smooth finish inside and out. These features enable designers to obtain uniformity of flow fabricators can exercise maximum control of close bending and tube alignment in butt-welding. No wonder Stelco International’s ERW tubes are extensively used in power and industrial boilers, transformers, super heaters, economizers, heat exchangers, bicycles, furniture and automobile components. Stelco International has contributed significantly to India’s railway electrification programme by developing special quality ERW tubes which are used as stay and bracket arms. Stelco International manufactures ERW tubes to a variety of Indian and international specifications. They are certified by leading inspection bodies. The ERW Mill has recently been modernized and re-equipped to keep pace with improved techniques and the increasing demand from industry. Stelco International draws constantly on the expertise available to stay abreast of the latest developments in tube technology.
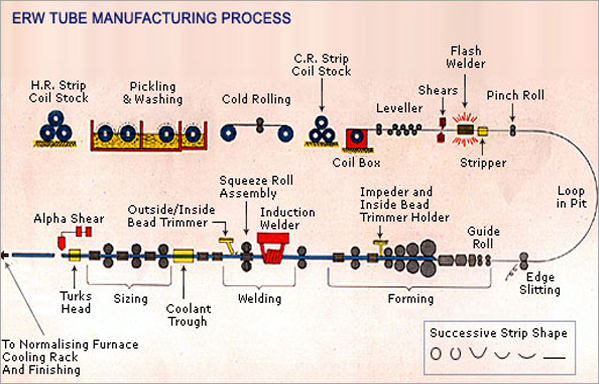
MANUFACTURING PROCESS-ERW STEEL TUBES
Our manufacturing process generally involves the following stages in a step by step procedure.
The slitted coil is uncoiled at the entry of ERW mill and the ends are sheared and welded one after another. This results in a single endless strip.
Strip edges are first flattened on a leveller and the ends cut square by an upcutting shear. Coil ends are then flash welded to form a continuous length. The piece of tube with the crossweld par is scrapped later.
The extra metal formed after flash welding is removed by a stripper.
A large loop is formed between the flash welder and forming mill to operate continuously even if the strip is stopped during flash welding.
The strip edges are now trimmed to the exact width required and to ensure the cleanest possible surface for selding.
The strip then enters a series of contour rolls which bend it progressively upwards into a cylindrical form with the edges abutting.
The abutting edges are welded together electrically. An induction coil surrounds the tube at a distance upstream of the weld rolls. A high frequency current is induced into the strip and flows along the edges of the strip between the point where the edges meet and the point of application or induction of the current. It establishes a complete circuit by flowing around the edges of the open ‘V’ up to the point at which metal to metal contact is first made. At the weld point the 3-squeeze-roll assembly presses the edges together with a controlled pressure and shapes the tube to a welded form. The result is a strong and consistent forged weld.
After welding a bead is formed inside and outside the tube along the line of the weld. the outside bead is immediately removed while the tube is still fairly hot, by a set of cutting tools. The inside bead is removed (in the case of boiler and mechanical tubes) by suitable bead trimmers.
The tube passes through a series of sizing rolls to ensure an accurate outside diameter.
As the tube emerges from the sizing stands, the Alpha shear, without stopping the tube, cuts it to the required length.
Where tubes are required for high temperature, high pressure applications they are sent for normalising in a controlled atmosphere furnace to relieve stresses and ensure a homogeneous grain structure.
Various physical tests are performed on specimens of cut lengths to ensure that the tubes meet the requirements specified by the customer.
Straightening, end treatment, hydraulic testing, final inspection and application of protective coating.